
1. What Is the Pultrusion Process?
Pultrusion is a continuous manufacturing process for fiber-reinforced polymer (FRP) profiles.
The word comes from Pull and Extrusion.
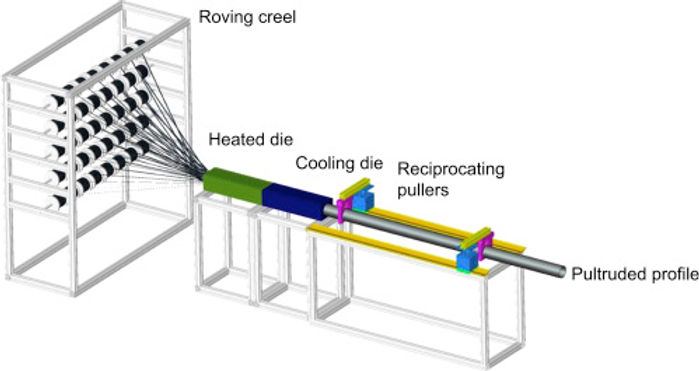
Unlike traditional extrusion, which pushes material through a die, pultrusion pulls resin-impregnated fibers through a heated die. The material cures inside the die and exits as a solid profile.
Pultrusion is mainly used to produce:
Constant cross-section profiles
Continuous lengths
High fiber-content composite parts
The process was developed in the 1950s and is now one of the most mature and automated FRP manufacturing methods.
2. Key Advantages of Pultrusion
Pultrusion is widely used because it offers several clear advantages:
High fiber volume content, typically 60–75%
Stable and continuous production, usually 0.5–10 m/min
Excellent dimensional consistency, with tolerances of ±0.1–0.2 mm
These features make pultruded profiles ideal for structural and industrial applications.
3. Six Core Steps of the Pultrusion Process
1. Fiber Feeding and Alignment
Continuous fibers are pulled from creels and guided into the production line.
Proper tension and alignment are critical for mechanical performance.
2. Resin Impregnation
Fibers are fully wetted with resin before entering the die.
This can be done using an open resin bath or a closed resin injection system.
Injection systems offer better control and lower emissions.
3. Preforming
Preforming guides shape the fiber bundle and remove excess resin.
The fibers are gradually formed into a shape close to the final profile.
4. Heated Die Curing (Core Step)
The resin cures inside a heated steel die.
Typical curing temperatures depend on the resin system.
Stable temperature control is required to avoid internal stress and cracking.
5. Pulling System
A continuous pulling device provides constant force to move the material forward.
Pulling speed affects both curing quality and production efficiency.
6. Cutting and Finishing
The cured profile is cut to length using a flying cut-off saw.
Length accuracy is high, and further machining is possible if needed.
4. Materials Used in Pultrusion
Reinforcing Fibers
Glass fiber (most common, cost-effective)
Carbon fiber (high stiffness, lightweight, more complex control)
Basalt or aramid fibers for special requirements
Resin Systems
Thermoset resins: polyester, vinyl ester, epoxy (industry standard)
Thermoplastic resins: PET, PA (recyclable, emerging trend)
Fillers and Additives
Used to reduce cost, improve fire resistance, or enhance surface quality.
5. Process Control and Quality Considerations
Pultrusion is sensitive to process parameters. Key factors include:
Pulling speed
Resin viscosity (typically 200–800 cP)
Die temperature distribution
Common defects include surface bubbles, rough surfaces, and dimensional variation.
Quality control often uses:
DSC to verify curing degree
Ultrasonic testing for internal voids
6. Cost and Typical Applications
Economics
Pultrusion is highly automated, with low labor cost.
At medium to high production volumes, costs can be 60–80% lower than hand lay-up processes.
Applications
Infrastructure: FRP profiles, rebars, bridge decks
Transportation: leaf springs, structural beams
Energy: wind and solar support structures
Chemical industry: corrosion-resistant gratings and cable trays
7. Future Trends
Pultrusion technology continues to evolve:
Injection pultrusion for cleaner production
Microwave pultrusion for faster curing
Thermoplastic pultrusion for recyclability
Smart manufacturing and online monitoring
Conclusion
Pultrusion is a key technology for large-scale, consistent, and cost-effective FRP production.
With advances in materials and process control, its use is expanding from traditional infrastructure into higher-performance industries such as transportation and energy.
